
共封装光学测试面临数据中心大规模量产挑战
关键要点:
器件接口板须在通用性与针对不同光学连接器的定制化之间取得平衡。
测试夹具应充分考虑被测器件插座化过程中的翘曲、耦合与干扰等问题。
先进的数据管理实践将有助于加快良率优化进程。
将光子集成电路与电子集成电路整合进共封装光学器件(CPO),需要在封装级测试(即最终测试)阶段具备多模态测试能力。而从每年百万级扩展至数千万级的量产规模,更使这一挑战愈发艰巨。
随着数据中心需求的爆发式增长,CPO在提升数据传输速率和降低功耗方面的潜力愈发受到市场青睐。然而,规模扩大至少一个数量级,将给从晶圆测试到系统级测试的整个制造测试流程带来巨大压力。CPO同时涵盖电子与光学集成电路,因此封装后的最终测试方案需要兼顾两者,且须具备成本效益。问题在于,目前每款CPO设计各具特色,定制化测试单元方案成本高昂。
将当前形势置于更宏观的视角来看,芯片行业正在研发测试仪器,而相应产品本身仍处于开发阶段。Advantest America研究与创投副总裁Ira Leventhal表示:"就共封装光学器件的封装测试而言,目前没有人掌握所有答案——无论是器件本身还是制造流程,这一领域都在持续快速演变。从工程阶段迈向大批量制造阶段,核心挑战在于如何在管控差异性的同时,持续推动成本降低、产出提升与质量保障。我们的重点是开发灵活、可扩展的测试架构,使其能够适应这一演变进程,并为量产就绪提供清晰路径。"
仅就光引擎数量和连接器差异而言,CPO产品种类繁多,这给测试开发和测试单元设计带来了相当大的复杂性。此外还有多种因素叠加:
电学和光学电路可分开制造,也可集成在同一晶圆上。
在2.5D或3D封装器件中,电子IC与光子IC可并排放置,也可背靠背键合。
每种连接器类型均对应独特的机械手运动方案。
光引擎数量(可能数量众多)决定了激光光源的数量。此外,测试单元解决方案还需针对器件搬运需求、热管理、器件接口板设计以及自动测试设备(ATE)仪器配置做出相应安排。
封装模块的最终测试在光学和电学IC晶圆级测试完成后进行。虽然测试内容可前移以确保已知良好裸片(KGD),但最终测试仍不可或缺,因为它在封装工艺良率优化方面具有极高价值。
ATE可以发挥重要作用。Lightmatter产品工程总监Meg O'Brien指出:"晶圆级测试通过光栅耦合器或端面耦合器,可无与伦比地访问各光学组件,帮助工程师提取高保真数据,例如精确的插入损耗(IL)、偏振相关损耗(PDL)和响应度。这种精细检测是一道低成本防线,能够在缺陷裸片进入昂贵的封装阶段之前将其识别并剔除。然而,该阶段的操作覆盖范围有限,无法模拟各组件在最终系统中协同工作的实际表现。相比之下,封装级和CPO模块测试则转向完整的系统覆盖,在真实的异构热应力条件下评估端到端性能指标,如误码率(BER)、眼图和链路裕量。虽然模块级测试提供了对功能性产品的最终验证,但失效部件的成本代价较高。"
2.5D封装技术使CPO能够将光学IC和电子IC(ASIC/XPU)集成在中介层和基板上。因此,最终测试单元方案需要将光学测试与电学测试有机结合,以验证各独立组件及CPO整体系统的功能。这对于光学和电学连接的ATE仪器选型及器件接口板(DIB)选择均有深远影响。就DIB而言,光学芯片面临的挑战尤为突出,因为市场上存在大量不同的光学连接器设计。
Teradyne硅光子测试组高级产品经理Matt Griffin表示:"测试系统的灵活性与向器件传输光功率之间存在权衡取舍。客户可能希望提供大量激光光源,并在这些光源与不同通道之间切换,或对光源进行分路。但这会带来功率方面的代价,因为每个开关和分路器都会引入插入损耗。因此,如何在光学仪器灵活性与满足功率要求及封装级光信号完整性之间找到正确的平衡点,是我们正在投入大量精力解决的核心挑战之一。"
由于CPO集成技术尚属新兴领域,业界在管理这些附加测试数据方面的投入依然有限。如果所有组件都有唯一标识符,且测试数据得到高效管理,制造过程中的良率问题就能得到更有效的解决。
yieldWerx首席执行官Aftkhar Aslam指出:"目前关于CPO测试的讨论,仍主要聚焦于测试单元本身——插座、光纤对准、搬运设备、夹具等。而真正被低估的,是测试完成后的数据处理环节。CPO单元的良率是乘积性的,因为器件必须同时通过电学规格和光学规格。但这两类数据几乎从不汇聚到同一个地方。ATE输出STDF格式,光引擎输出CSV或XLS,光谱分析仪(OSA)有其专有格式,老化测试机架又是另一种格式。团队知道最终的良率数字,但弄清楚良率下降的原因往往需要数周时间,因为他们要在四五个数据孤岛之间来回搜寻,才能拼凑出单一器件的完整数据图景。如果这个问题不解决,CPO就无法从每年一千万台扩展到一亿台。"
器件接口板
器件接口板(DIB)在测试单元中扮演着关键角色。CPO测试的难点主要在于信号损耗。产品工程团队在设计可靠的被测器件(DUT)接口时,需要应对多项复杂因素。
Amkor制造测试技术专家Vineet Pancholi表示:"量产用器件接口板容易出现多种问题。精心架构和设计的DIB应包含用于校准和诊断的辅助接口。往返光学路径可能产生损耗,必须通过校准来确保在DUT接口处达到所需精度。翘曲、共面性、耦合和干扰等DUT插座化挑战,都必须在夹具设计中得到充分考量。若夹具设计不够精良,则存在批量生产过程中发生误操作的风险。"
其他专家也强调了光纤对准和翘曲问题的重要性。
Lightmatter的O'Brien表示:"关键的物理挑战包括:管理大尺寸模块的显著重量和翘曲问题,以及在搬运过程中保护脆弱的光纤阵列单元(FAU)。实现大批量生产,需要通过六自由度主动对准来实现光纤对准自动化并管理偏振相关损耗。测试过程中的光学连接应兼顾多样化的连接方式,同时解决对准挑战。快速且可重复的光学输入对准方法,对于实现可重复、可靠的CPO测试至关重要。如果CPO模块在光学输入信号上存在较大差异,大批量制造方案将无从实现。"
此外,各类连接器的多样性叠加每款CPO独特的光引擎数量,使得测试方案几乎需要针对每款产品单独定制。
Teradyne的Griffin指出:"纵观不同的CPO模块设计,每款产品封装周围的光学连接器数量各不相同。深入了解CPO客户的细节需求后,会发现连接器本身的设计也因客户而异,目前尚无统一标准。在对该器件进行光学测试和接口对接时,必须针对所使用的连接器类型定制运动和对准方案。如此才能获得高质量的光学连接,确保在对该器件进行全速测试时获得良好的插入损耗。"
光学连接器厂商通常将光纤与光引擎进行水平或垂直对准。对准方案也各有不同。高对准精度有助于确保低信号损耗,而更宽的容差窗口则有利于实现自对准。主要方案包括:
直接光纤接触
玻璃桥接
磁性对准
扩束对准
运动学定位
Leventhal指出:"目前连接器领域存在大量技术路线,市场对于最终赢家的判断尚未明朗。随着行业从攻克技术难关转向大批量制造的规模化挑战,那些在设计之初就充分考虑可制造性和可测试性的连接器厂商,将成为行业的首选方案。"他还补充道,由于产品类型的特殊性,不会出现单一连接器主导的局面,具体采用水平还是垂直连接方式,取决于系统层面的实际需求。
从可制造性和可测试性角度看,首要设计考量是实现可靠的光学连接。在实际使用场景中,接触次数可能高达数十次;而在制造测试环境中,这一数字是难以接受的。在大批量制造场景下,连接器在失效前的接触次数越多越好。此外,光学连接器的清洁工艺也必须严格落实,因为镜头上的一粒灰尘就会影响信号完整性。
连接器性能受损不仅会损坏被测器件、因插入损耗增加而导致良率下降,连接器可靠性不足还会增加DIB上连接器更换的停机频率。此时,经过合理规划的数据分析便能体现出显著价值。
yieldWerx的Aslam表示:"从数据角度需要特别指出的是,夹具变异性——包括接触电阻、光纤耦合效率、偏振对准——往往在良率数据中呈现为器件本身的变异特征。实际上,你最终需要在良率模型中引入DIB感知特征,即记录器件在哪块板、哪个插座、哪个光纤端口上完成测试。若缺乏这种分解能力,工程团队将耗费大量时间追查那些在CPO器件本身并不存在的问题。"
CPO最终测试要求测试机同时具备连接至DUT接口的电学和光学测试能力。从实验室方案向工厂量产方案演进的过程中,仪器配置和接口设置各有不同。测试工厂已拥有用于大型SoC的现有测试机群。因此,为满足CPO测试需求,他们需要决定是投资采购新测试机,还是为现有测试单元增配仪器。若选择后者,则可采用基于模块的测试搬运解决方案。
Advantest的Leventhal表示:"当客户寻求规模化时,作为ATE公司,我们当然希望为客户销售全新的测试单元。但现实是,他们现有的测试单元经过升级即可用于CPO测试。我们的方案是引入'光学负载板'这一新层级的概念。光学负载板位于测试机与测试插座之间,处于电学负载板与搬运设备之间。搬运设备不仅负责'拾取与放置'操作,还承担热管理功能。在这两层之间,我们插入光学负载板作为中间层,用于承载光学信号、外部激光器,并管理与连接器的机械连接。这一方案的核心目的是实现与现有装机基础的兼容性,避免要求客户对数百乃至数千台测试机进行改造,以适应CPO测试需求。"
光学与电学仪器的集成
CPO测试需要单独或协同测试光学和电学特性。CPO的测试内容清单涵盖范围广泛,涉及电学和光学两类激励与测量。光学与电学仪器的无缝集成尚未完全实现,这为进一步发展提供了空间。
Amkor的Pancholi指出:"目前ATE在光学仪器的无缝集成方面存在明显不足,缺乏可调谐激光器、光功率计、光开关、多路复用器、源表(SMU)和矢量网络分析仪(VNA)等设备的顺畅集成能力。大多数ATE还缺乏足够数量的光学I/O端口,以支持高效的单站位量产测试。目前在波长支持和动态范围方面尚属充分(O波段:1260至1360nm;C波段:1530至1565nm)。供应链正在致力于解决上述所有问题,预计这些问题将随时间推移逐一得到解决,目前尚未发现明显的技术瓶颈。"
硬件、软件和数据管理领域仍存在有待解决的集成问题。就硬件而言,需要配置多少光学仪器?
ATE需要支持每台光学仪器的通道数,并配备用于激励和测量的激光器。Teradyne的Griffin表示:"我们需要增加光学仪器配置,但深入到下一层,其中的复杂性相当高。如何将通道数灵活分配到我的器件,以及如何与该器件建立光学连接?这无疑是全新的挑战,但我们已经着手解决。"
此外,激光器的数量和类型随光引擎数量的增加而等比例增加。Griffin指出:"为单个光引擎提供光功率,就需要4至8个激光器。而最终模块中可能包含16至32个光引擎,这意味着需要64至128个激光器来测试整个封装,为如此之多的激光光源提供支撑是一项重要挑战。还有一点值得补充——向粗波分复用(CWDM)或密集波分复用(DWDM)的技术迁移,即在单根光纤中传输多个波长,将进一步推高激光光源的数量需求。"
CPO上更多的光引擎加上大型XPU,意味着更多的数据。数据的整合有助于良率优化,但这一过程可能相当繁琐。
yieldWerx的Aslam表示:"从数据角度值得一提的是,双域ATE——即能够在单一测试记录中同时输出电学和光学结果的测试机——将使下游分析工作大为简化。当电学测试机和光学测试机串行运行、分别输出数据时,分析团队必须依据序列号和时间戳对记录进行重新拼接,这一过程每次都存在出错风险。因此,ATE领域某些较易实现的改进,未必是提升测量能力本身,而是在数据输出方式上加强规范。"
ATE厂商正朝这一目标积极推进。Griffin表示:"目前,我们已将光学仪器集成到软件中,以支持光子学测试。未来将能够实现电学和光学仪器数据的关联与同步。我们还在开发新的可视化工具和分析工具,以支持光学和电学测试数据的综合处理。"
结语
若没有可靠的器件接口板、完善的数据管理实践,以及具备光学与电学仪器无缝集成能力的自动化ATE,从每年出货百万级到数千万级的规模跨越将无从实现。要达到具有成本效益的可量产解决方案,仍需持续投入开发,但业界专家均表示目前尚无不可逾越的技术瓶颈。
Teradyne的Griffin表示:"如果你一两年前问我,我会说,'现在还是一片混沌'。但现在我们看到,已有客户计划推动相当可观的出货量。确实还有一些挑战有待克服,但由于数据中心的功耗节省潜力巨大,推动这一切落地的动力十分强劲。我们看到这一市场,尤其是测试与测量领域,正在发生多么显著的增长与创新。"
Q&A
Q1:CPO测试为什么比传统芯片测试更复杂?
A:CPO同时集成了光子IC与电子IC,最终测试需要同时覆盖光学和电学两类指标,且每款CPO设计各异,连接器没有统一标准,导致几乎每款产品都需要定制化测试方案。此外,光学路径的插入损耗、光纤对准精度、器件翘曲等物理因素,以及激光光源数量随光引擎数量成倍增加,都进一步加剧了测试难度。
Q2:CPO测试中的数据管理难点是什么?
A:CPO良率是电学和光学两项指标的乘积,但两类测试数据几乎始终分散在不同系统中——ATE输出STDF格式,光引擎输出CSV或XLS,光谱分析仪有专有格式,老化设备又是另一种格式。工程团队往往需要跨越四五个数据孤岛才能还原单个器件的完整数据图景,严重拖慢了良率分析速度。此外,夹具变异性也容易被误判为器件本身的问题,需要在良率模型中引入DIB感知特征加以区分。
Q3:现有测试机需要完全更换才能支持CPO测试吗?
A:不一定。以Advantest为例,其方案是在现有测试机与测试插座之间引入一块光学负载板作为新层级,用于承载光学信号、外部激光器及连接器机械接口,从而在不大规模改造现有测试机群的前提下,实现对CPO的光学与电学综合测试,最大限度地保护客户的现有投资。
好文章,需要你的鼓励

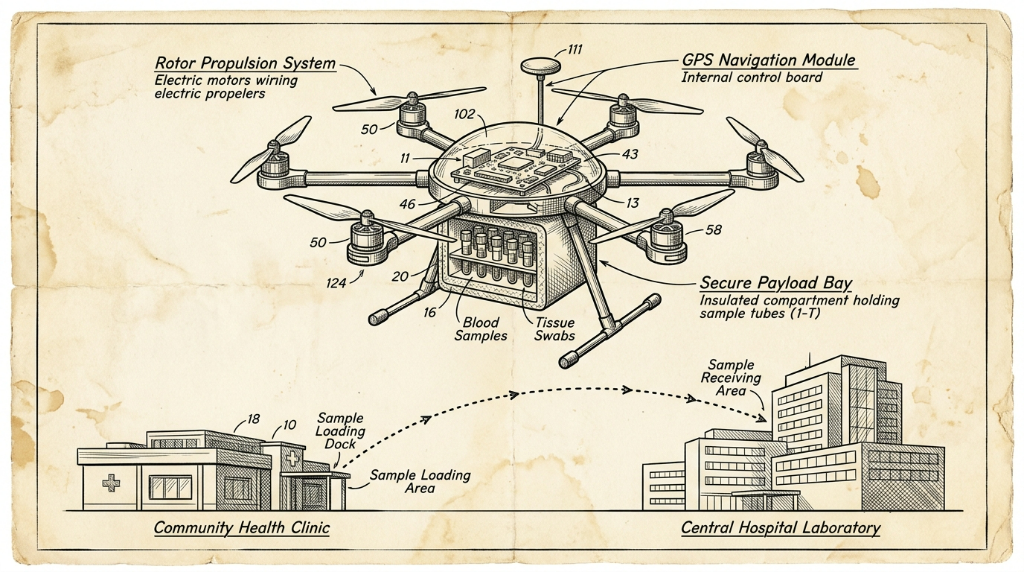
英国NHS无人机快递医疗样本服务正式落地伦敦
英国国家医疗服务(NHS)正将无人机纳入常规医疗物流体系。自今年2月起,无人机每天在雷恩斯公园和圣乔治医院之间运送血液等诊断样本,飞行仅需3分钟,比公路运输快约85%,且碳排放减少高达98%。目前已有逾2000名患者受益。NHS计划将该服务扩展至圣赫利尔、克罗伊登等多家医院,最终惠及约180万名患者。该网络由英国医疗初创公司Apian与谷歌旗下Wing合作运营。
Explyt团队打造的代码智能体评测新标准:光靠“通过/失败“根本不够用
AgentLens是Explyt公司联合俄罗斯学术机构开发的AI编程助手评测基准,通过分析完整人机交互轨迹而非仅看最终结果,从五个维度评估代码智能体的真实表现。
Aetina宣布支持英伟达Jetson T3000和T2000 AI模块
边缘AI计算厂商Aetina宣布,将在其DeviceEdge AIE-KT风冷系列和新款AIE-PT无风扇平台上支持英伟达全新Jetson T3000和T2000模块。T3000基于Blackwell GPU,最高提供865 FP4 TFLOPS算力,功耗70W;T2000则提供400 FP4 TFLOPS,面向视觉AI代理和自主移动机器人等场景。两款模块预计2027年第一季度上市,支持Nemotron、Cosmos 3等英伟达AI软件生态。
机器人的“触觉觉醒“:韩国梨花女子大学如何让小型AI模型在不忘记视觉的前提下学会“感受“材质
韩国梨花女子大学提出Splash框架,通过识别AI模型中的"休眠参数"并只在其中训练触觉能力,让小型多模态AI在学会感知材质触感的同时,完整保留原有视觉语言推理能力。
2026
06/09
17:39
分享
点赞

WAIC2026 现场直击:开普勒顶流人气王,麒麟系列火爆出圈
面壁智能将密度定律带入具身智能
龙磁科技拟投3.58亿元扩建越南永磁铁氧体基地
首创一层Scale-up网络256卡全互联,摩尔线程MTT C256超节点为万卡及十万卡级集群夯实底座
从高血压诊疗入手,北京安贞医院让医疗大模型走出聊天框
西门子肖松:以场景为牵引,推动工业AI从单点实效迈向生产力跃迁
打造Token极致性价比 新华三震撼亮相2026世界人工智能大会
机器人管家系统上线!傅利叶携多款康养陪伴新品方案亮相WAIC 2026
赛那德“ 自主作业机器人天团” 登陆 WAIC:iLoabot-X+模型双升级,秀出具身场景落地硬实力
西门子Eigen工程智能体中国首发首展,荣获2026 WAIC SAIL之星奖
NVIDIA Cosmos 推动物理 AI 前沿发展
PPIO亮相WAIC 2026:发布智能模型网关,打造面向Agent时代的智能Token工厂
